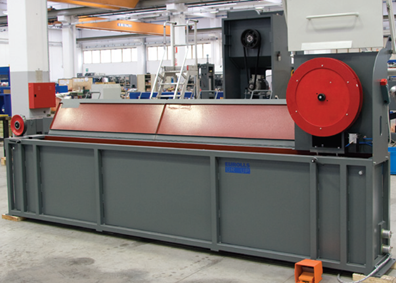




The line is designed for straightening and cutting the steel wire when it exits the dry wiredrawing process, and is especially used for the production of electrode welding sticks.
The unit is installed at the exit side of the wire drawing machine. The unit consists of two stages: the first stage degreases the wire, while the second stage – straightens and cuts the wire at high speed.
The standard configuration (for ensuring the speed 20 m/s) includes:
Degreasing stage:
1. Surface washing by immersion in a detergent and hot water solution at 70°C (tank with heating elements, recirculation pumps and continuous filtering).
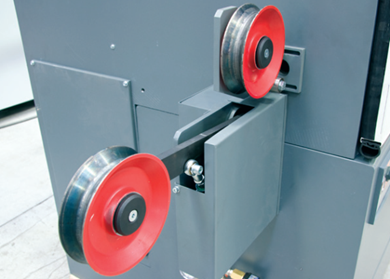
2. Air wipes drying and pulling capstan
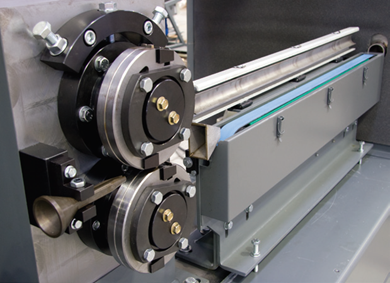
Straightening and cutting stage:
3. 4 + 4 motorized rolls with pneumatic closing.
4. Two roll-straightening panels placed at 90°, each composed of 8 + 9 rolls
5. Rotary shear.
6. Belt extractor.
7. Welding stick discharge revolving unit.
8. Welding stick container with layering system and pusher.
|
PARAMETER NAME
|
VALUE
|
| Maximum speed |
10 m/s |
| Diameter |
2-6 mm |
| Material to be processed |
dry drawn steel wire |
| Welding electrode length |
300 – 600 mm |
| Maximum productivity |
1.500 pcs/h (Ø 3 x 400 mm) |
|
PARAMETER NAME
|
VALUE
|
| Maximum speed |
10 m/s |
| Diameter |
2-6 mm |
| Material to be processed |
dry drawn steel wire |
| Welding electrode length |
300 – 600 mm |
| Maximum productivity |
1.500 pcs/h (Ø 3 x 400 mm) |
|
PARAMETER NAME
|
VALUE
|
| Maximum speed |
10 m/s |
| Diameter |
2-6 mm |
| Material to be processed |
dry drawn steel wire |
| Welding electrode length |
300 – 600 mm |
| Maximum productivity |
1.500 pcs/h (Ø 3 x 400 mm) |
|
PARAMETER NAME
|
VALUE
|
| Maximum speed |
10 m/s |
| Diameter |
2-6 mm |
| Material to be processed |
dry drawn steel wire |
| Welding electrode length |
300 – 600 mm |
| Maximum productivity |
1.500 pcs/h (Ø 3 x 400 mm) |
|
PARAMETER NAME
|
VALUE
|
| Maximum speed |
10 m/s |
| Diameter |
2-6 mm |
| Material to be processed |
dry drawn steel wire |
| Welding electrode length |
300 – 600 mm |
| Maximum productivity |
1.500 pcs/h (Ø 3 x 400 mm) |