

Technische Basisdaten:
Eingangsdrahtdurchmesser: 5.5 mm – 14 mm (optional auch >19.5 mm)
Ausgangsdrahtdurchmesser: 4 mm – 12 mm (optional 3.40 mm – 18.00 mm)
Maximale Betriebsgeschwindigkeit: 12 m/s
Reduzieren erflogt durch Kasseten Eurolls
AC Motoren mit Frequenzumrichter und Frequenzregelung
Hauptmotorleistung: 132 kW (optional >250 kW)
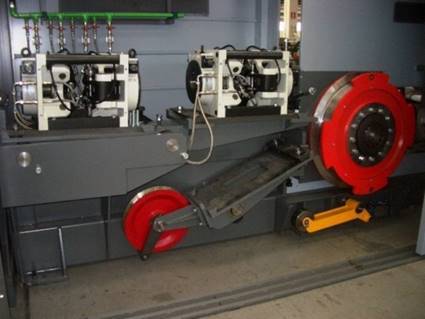
Anlage zur Herstellung von glattem Bewehrungsdraht und/oder Bewehrungsdraht mit variablem Querschnitt für Bauwesen. Die Anlage ist durch eine kompakte Bauart, Flexibilität bei Bedienung gekennzeichnet. Die Standard-Anlage ist auch mit einer Schutzumhausung zum Schutz des Bedieners ausgestattet.
Die zwei angebotene Lösungen enthalten eine Ziehtrommel mit vertikaler oder horizontaler Achse. In beiden Fällen wird Hydraulik nicht eingesetzt, da die elektrische Steuerung gewählt wurde. Diese Lösung vereinfachte die Montage und sorgte für die Reinheit der Anlage.
Im Vorschubbereich der Anlage, wo das Bedienpult für die Entzunderung platziert ist, ist eine Rolle vorgesehen, die als Vorschubeinheit für Draht dient. Auf dem gleichen Hauptrahmen ist eine Schmiereinheit zum flüssigen Schmieren der Stäbe und ein Gerüst für EUROLLS-Kassetten zum Kaltziehen montiert.
Beide Lösungen lassen sich in eine Anlage eingebaut werden, die eine Reduzierung von weniger als 36% ermöglicht als auch größere Reduzierung.
Eine unikale Auslegung zur Optimierung der Ergonomie der Linie verringert den Platzbedarf (in Querrichtung) bis Minimum auch im Falle der Reduzierung von mehr als 36%.
Nach der Ziehtrommel, die aus einem einzelnen, doppelten oder dreifachen Reckmechanismus (optional) bestehen kann, kann eine Entspannungsvorrichtung in die Linie eingebaut werden, um die Struktur der inneren Fasern nach der Verformung durch das Kaltwalzen zu verbessern.
Eine weitere Option für diesen Linientyp ist eine weitere integrierte Ziehtrommel für die dritte Reduzierung des Materials, insbesondere für die Produktion von kleinen Durchmessern (z.B 3.40 mm).
Die Anlage kann mit Horizontal- oder Vertikalachswicklern ausgestattet und je nach Kundenwunsch bis zur Ausgabe von abgebundenen, gewogenen und etikettierten Spulen so automatisiert werden, dass der Operator-Eingriff völlig ausgeschlossen wird. Entweder kann die Anlage zusammen mit Richt- und Schneidevorrichtungen zur Herstellung von Stangen oder als Bestandteil der Anlagen zur Herstellung von Bewehrungsgitter und Draht eingesetzt werden.